
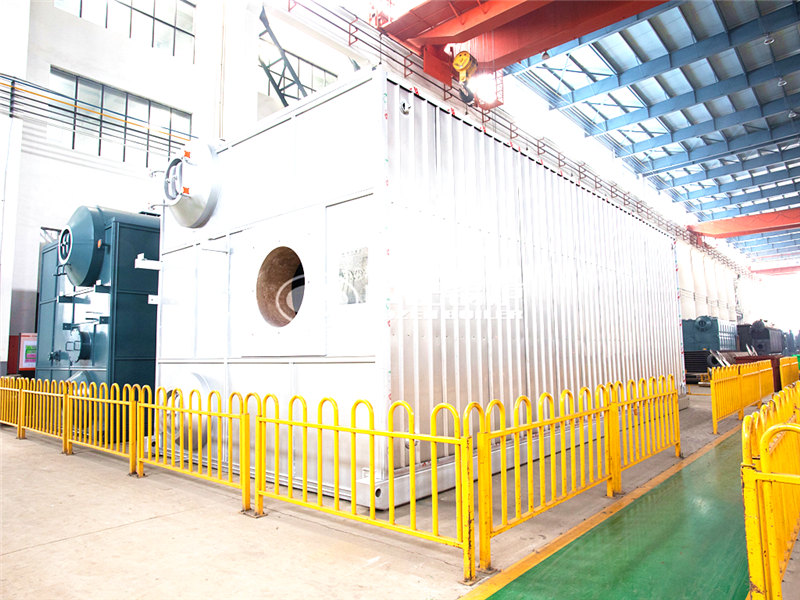
中正SZS系列燃油/燃气蒸汽锅炉为D型布置结构,右侧为炉膛,左侧为对流管束;通过下锅筒中间和两端的活动支座固定在本体底盘上,并保证锅炉整体向两端膨胀。炉膛四周为膜式水冷壁,炉膛左侧的膜式水冷壁将炉膛与对流管束完全密封隔开,对流管束区后部为拉稀的错列结构,前部为顺列结构,炉膛燃烧产生的烟气从炉膛尾部的出烟口进入燃烬室、对流管束区,然后从锅炉左侧前部转向进入螺旋翅片管节能器和冷凝器,最后进入烟道排入大气。
安全注意事项在水压试验过程中为了保障人身及设备的安全须注意以下事项参加水压试验人员必须听从试验指挥部的指挥穿戴好工作服和安全帽。水压试验上水时监护空气门进水门及其它部位的有关人员不得擅离工作岗位在升压过程中停止试验区域内一切安装工作非操作人员一律离开现场。在试验过程中当发现部件泄漏点时应挂上危险标记停止升压进行检查思想上要对泄漏有防备。超压试验时严禁敲击受压部件同时不允许进行任何工作严禁站在法兰、焊口、接头堵板的正面应待应力下降至工作压力时再进行全部检查。升压过程中各部件发现异常情况及时汇报视情况采取紧急措施。在进入炉膛内检查时要有良好的照明临时脚手架要牢固完好,无锡25T燃油供热锅炉厂家。

对焊接的技术要求铝母线气焊采用301#或302#纯铝焊铝焊粉。铜母线气焊可采用201#或202#紫铜焊条铜焊粉或硼砂。为节约材料亦可用废电线芯或废电缆芯线代替焊条但表面应光洁无腐蚀并须擦净油污方可施焊焊口处根据母线规格留出1—5毫米间隙然后由工施焊。焊缝应对口平直不得错口。必须对面焊接焊缝应凸起呈弧形除允许剔掉个别多余的焊瘤外焊缝不得锉平。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷。焊完在未冷却前用足量的水洗净焊药。母线的螺栓连接。铜、铝线钻孔尺寸及螺栓规格应相符。母线采用螺栓连接时垫圈应选用专用厚垫圈并必须配齐弹簧垫。螺栓、垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后能露出螺母外5—8mm。
锅炉主要工作参数锅炉型号YG150/3.82—M1制造厂家济南锅炉集团有限公司额定蒸汽温度450℃额定蒸汽压力表压3.82Mpa额定蒸发量150t/h最大连续蒸发量B—MCR)160t/h给水温度150℃锅炉排烟温度150℃锅炉计算热效率90.16%锅炉保证热效率89.56%燃料消耗量21.4t/h石灰石消耗量1.5t/h空气预热器进风温度25℃一次热风温度150℃二次热风温度150℃一、二次风量比50,540排污率≤2%循环倍率2530锅炉飞灰份额70%脱硫效率钙硫摩尔比为2.3时)≥90,无锡25T燃油供热锅炉厂家。
无锡25T燃油供热锅炉厂家,骤减负荷骤减负荷是锅炉以外的的故障带来的锅炉事故。骤减负荷现象蒸汽流量急剧下降主汽压力突升汽压过高时安全门动作汽包水位先下降后上升有关保护声光报警。骤减负荷原因电网系统故障发电机主开关跳闸汽轮机主汽门关闭。骤减负荷处理迅速减少给煤或停运部分给煤机必要时投入油枪稳燃。根据压力打开对空排汽。加强水位的监视与调整必要时通过回料器事故放灰管排出物料。作好重新带负荷准备若长时间不能恢复则请示停炉。
中正锅炉总经理张国平表示:“中正锅炉非常看重与鲁花集团的合作,作为其锅炉供应商,既是荣耀,更是使命!我们要始终秉持着贵于品质,恒于服务的企业宗旨,以客户利益为先,坚持技术创新,用实力打动用户,用诚信赢得人心!”



